
Як зрілийобладнання для транспортування сипучих матеріалівДеталі стрічкового конвеєра мають стандартну форму, яка кілька разів переглядалася відповідно до проблем, що виникають у виробництві та використанні, і перетворилася на нині добре відомий тип DTII (A) [1]. У конструкції системи стрічковий конвеєр типу DTII (A) має розумну структуру та просте виробництво, а єдиний стандарт значно спростив процес проектування та виробництва, а його форма широко визнана в галузі стрічкових конвеєрів. Під час фактичного використання стрічкових конвеєрів на великі відстані, великої ємності та великої пропускної здатності, роликовий комплект стрічкового конвеєра типу DTII (A) має явище зносу стрічки, яке виникає через зазор між середнім та бічним роликами комплекту роликів, а неробоча поверхня стрічки багаторазово проходить через зазор ролика в процесі транспортування великої ємності та на великі відстані. Тривале перебування в одному положенні стрічки піддається екструзії, подряпинам, зношування глибоких канавок, аж до раннього браку, що не тільки знижує коефіцієнт безпеки конвеєрної системи, але й збільшує витрати користувача.
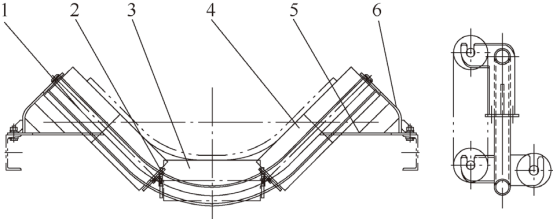
1. U-подібна рама ролика 2. середня стійка 3. середній ролик 4. бічний ролик 5. з'єднувальна пластина 6. бічна стійка
ГКСкомплект натяжних роликів з зміщенням U"Середній ролик звичайного набору роликів зміщений у напрямку, протилежному напрямку руху стрічки, а бічні ролики розташовані близько до вертикального центру набору роликів, завдяки чому середній ролик і бічні ролики частково перекриваються вздовж напрямку руху стрічки, що розумно вирішує проблему, коли зазор між середнім роликом і бічними роликами набору роликів дряпає стрічку.
Поперечна балка зміщеного комплекту U-подібних роликів замінена на круглу трубу, що робить новий передній комплект нахилених роликів легшим за тих самих умов навантаження, а картонна пластина встановлена в пазу бічної стійки рами ролика, щоб запобігти його падінню.
Зміщений жолобоподібний роликовий комплект використовує сталеву трубу U-подібної форми, нагріває безшовну сталеву трубу, згинає її до проектної форми за допомогою гибочного верстата, зварює середню та бічну стійки до проектного положення U-подібної рами відповідно, занурює U-подібну раму як єдине ціле, а потім згинає її до проектного положення U-подібної рами. U-подібна рама занурена як єдине ціле та з'єднана із середньою рамою стрічкового конвеєра через з'єднувальну пластину. Цей тип роликової рами зменшує загальний центр ваги роликової групи та мінімізує момент перекидання роликової групи, спричинений опором тертя стрічки.
Близько 50% ваги стрічки та матеріалу переноситься середнім роликом. Момент перекидання, що виникає внаслідок опору тертя стрічки вздовж напрямку руху стрічкового конвеєра, компенсується моментом, що виникає внаслідок ваги стрічки та матеріалу, що переноситься середнім роликом, що мінімізує загальний момент групи роликів та підтримує її стабільність. Момент роликів в цілому зведено до мінімуму, щоб зберегти стабільність напруженого стану роликів та уникнути явища їх "згортання".


Успішні справи



GCS залишає за собою право змінювати розміри та важливі дані в будь-який час без попередження. Клієнти повинні переконатися, що вони отримують завірені креслення від GCS, перш ніж остаточно узгоджувати деталі проекту.
Час публікації: 08 лютого 2023 р.